数控自学系列之G92(指令详解)
1、先学习下理论:G92是螺纹切削循环。
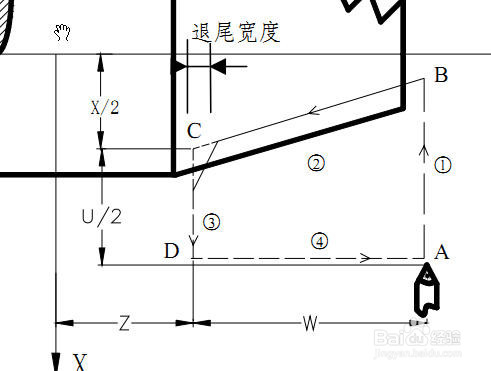
X(U) Z(W)是切削终点。
R是起点螺纹直径减终点螺纹直径除以2,也就是半径差。
F(i)是螺距。
J K不常用,默认就可以。
L:双头多头螺纹。

2、G92的起点:起点一定不能和螺纹第一刀等高,这和G71不同,一定要大上3个毫米以上,由于螺纹进给是高速的,所以首先保证不撞刀。
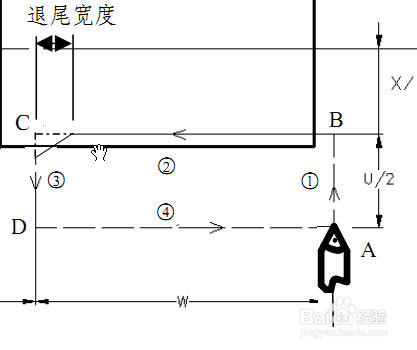
3、G92的终点和起点是一个地方,所以在计算下步程序的时候,就从起点处开始就行。
4、G92的另一个功能是代替G01,不光是能车削螺纹,还能切削尖锥,用的就是其中的R。
1、用G92代替G01,重复的G01切削外圆,如果单步编的话会很多行,如果用G92来车外圆就简单了很多。
大家或许认为外圆有G90,但G90有个最大的坏处就是X向返回的时候用的是G01,一步半步试不出来,可切削的深了就会明显的加长时间。
就是下面图片拐角的X向,速度很慢,这就是G92代替G90的地方。
2、用G92代替G01切削的时候,一定要注意车刀的形状,如果是90度的偏刀,就不能直接用来切削外圆,一定调好车刀的角度,让车刀尖靠外的大些,后面尽量不要同时切割工件,实践的时候就会知道,如果用90度直刀,由于回刀的速度过快,可能导致机床数值变动受阻力而变动,导致最后撞刀。
3、用G92切锥,只需要变化R值,X Z可以直接输入终点数值,比如半径差是10,你需要5刀车完,那么10除5等于2,就是每刀车进给2毫米,R值就是:
R2;
R4;
R6;
R8;
R10;
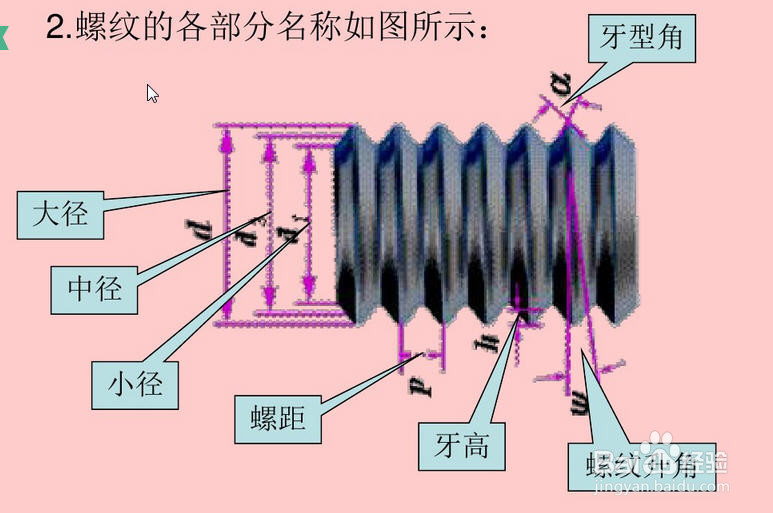
4、切削螺纹的时候,一定要算好下面图片上的大径值,如果是最常见的三角螺纹,车出来一定要看看螺纹有没有尖,如果没有尖就不合格。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:24
阅读量:27
阅读量:26
阅读量:46
阅读量:29