声发射技术监测刀具异常情况的方案
材料中局域源快速释放能量产生瞬态弹性波的现象称为声发射(Acoustic Emission, 简称AE) ,有时也称为应力波发射。由于材料内部结构发生变化而引起材料内应力突然重新分布;使机械能转变为声能;产生弹性波,声发射的频率一般在1KHz-1MHz之间。[1] 。
声发射运用范围很广泛,在此介绍一种声发射技术在刀具监测上的运用,望能对各位起到帮助;
工具/原料
PXR30谐振传感器
PXPA前置放大器
PXDAQ采集设备
PXAES数据波形分析软件
方法/步骤
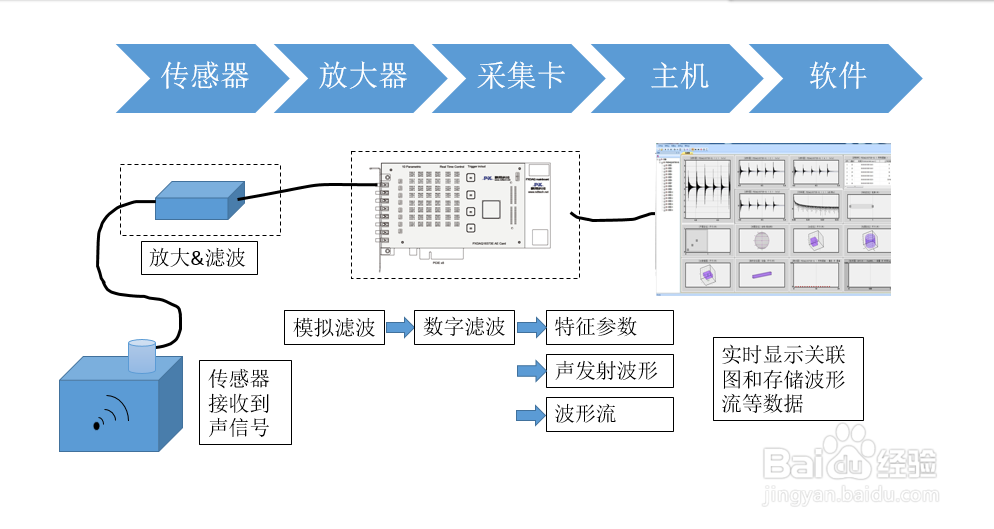
AE信号监测实验装置:
将AE传感器器置在工作台或者工件上,刀具破损的声发射信号大致在80~400KHz,由PXR30传感器检测到的AE信号经过前置放大器、然后PXDAQ设备连续采集、存贮,采样率为2.5MHz ,最后送至PXAES数据、波形分析软件上进行时频特征分析并绘图。

刀具状态的监测技术一般由传感器信号采集、信号处理及特征提取和状态识别器三部分组成,刀具状态监测系统中的传感器主要用于拾取切削过程中发出的各种信号,如切削力、振动、功率、声发射、电流信号等,但在监测的过程中,需要进行下面的准备步骤:
1.将设备连接成功后,开启设备,进行空采,分析该工作环境下的噪声,设置合适的门槛值,以便过滤掉多余的噪声信号,对破损信号进行良好的采集;
2.机械正常工作时分析采集到的波形,以便与破损信号进行对比,便于分析;
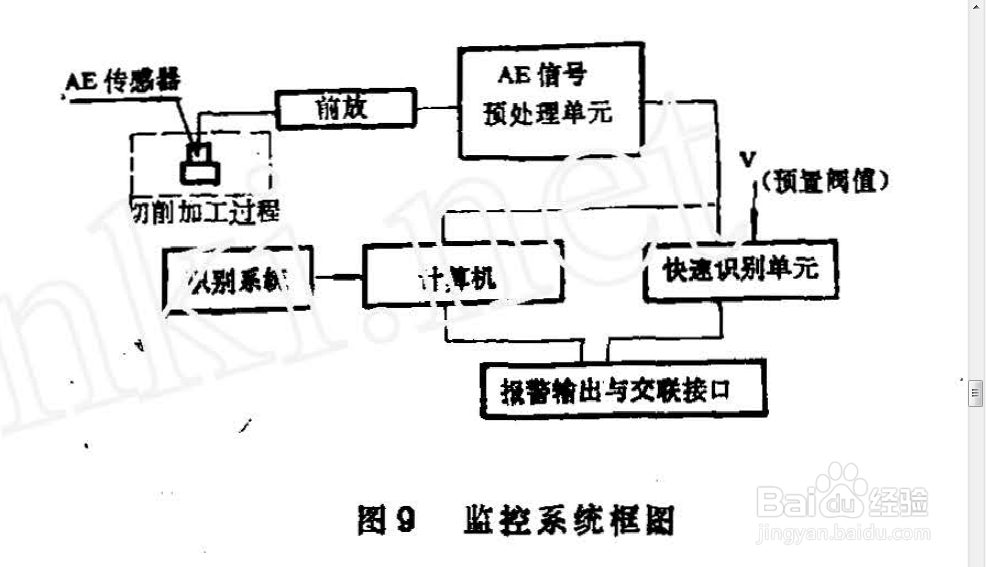
总体构想和监测原理:
由宽带AE传感器得到的AE信号,经低噪前置放大、主放大器,再经带通滤波和预处理后形成了一组表征刀具状况的AE特征信息的时序数列,经过A/D转换,进入计算机,按多参数复合判据进行实时处理和识别;同时依靠预置阀值工作的快速识别方式也可进行识别。一旦刀具出现异常情况时,监控仪会自动、快
速发出报警信号,同时,通过交联接口与机床的装置交联,使机床停止工作。
下图为刀具破损监测系统的示意图
总结:
一旦监测到破埙信号,机床将立即停止,避免了对工件以及机床的损害,以便及时更换刀具,大大的提高了工作效率。
声发射作为一种新兴检测技术,现已运用到各大行业当中。