南通CNC编程培训:遇见工件撞刀该如何解决?
1、撞刀是指刀具的切削量过大,除了切削刃外,刀杆也撞到了工件。造成撞刀的原因主要是安全高度设置不合理或根本没设置安全高度、选择的加工方式不当、刀具使用不当和二次开粗时余量的设置比第一次开粗设置的余量小等。
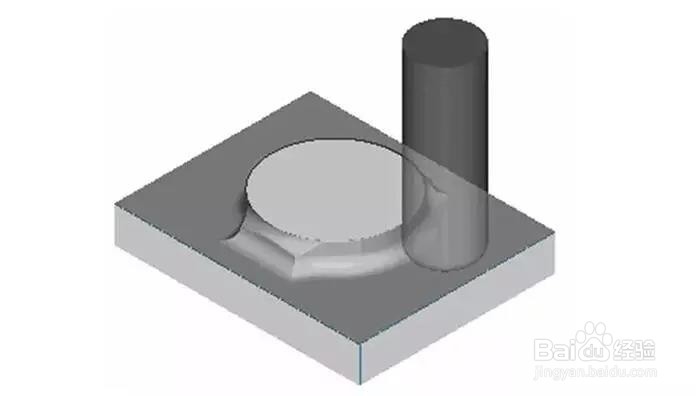
2、01 吃刀量过大
解决方法:
减少吃刀量。刀具直径越小,其吃刀量应该越小。一般情况下模具开粗每刀吃刀量不大于0.5mm,半精加工和精加工吃刀量更小。
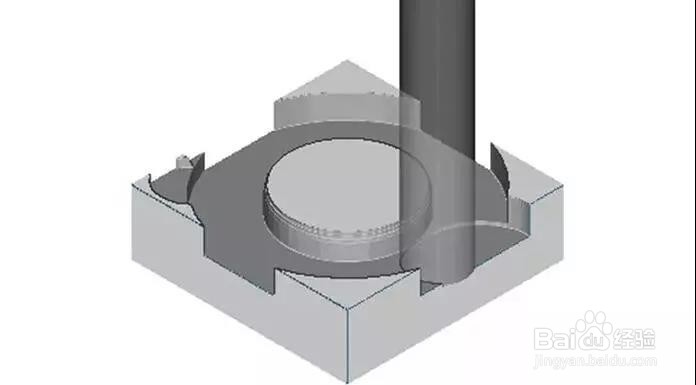
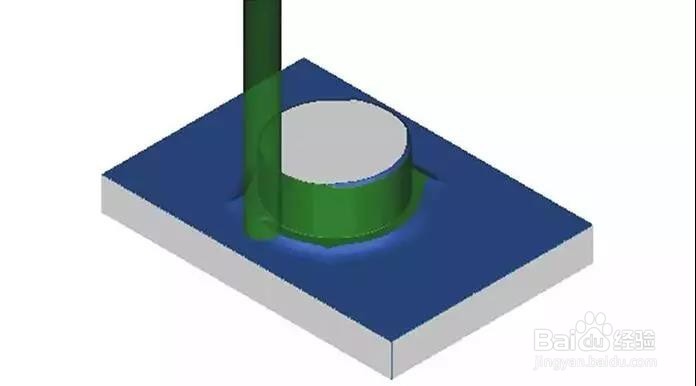
3、▼02 选择不当的加工方式
解决方法:
将等高轮廓铣的方式改为型腔铣的方式。当加工余量大于刀具直径时,不能选择等高轮廓的加工方式。
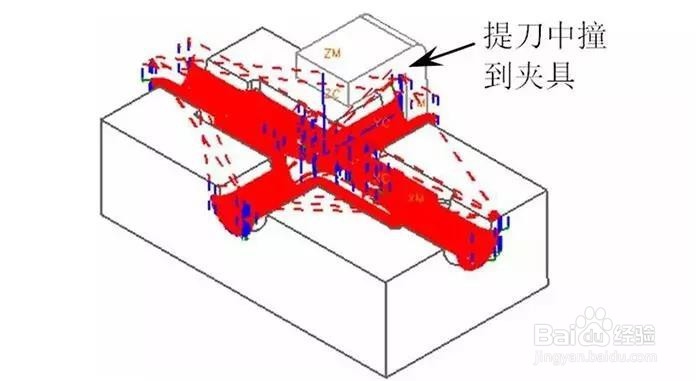
4、▼03 安全高度设置不当 提刀中撞到夹具
解决方法:
(1)安全高度应大于装夹高度
(2)多数情况下不能选择“直接的”进退刀方式,除了特殊的工件之外
5、▼04 二次开粗余量设置不当
解决方法:
二次开粗时余量应比第一次开粗的余量要稍大一点,一般大0.05mm。如第一次开粗余量为0.3mm,则二次开粗余量应为0.35mm。否则刀杆容易撞到上面的侧壁。
6、除了上述原因会产生撞刀外,修剪刀路有时也会产生撞刀,故尽量不要修剪刀路。撞刀产生最直接的后果就是损坏刀具和工件,更严重的可能会损害机床主轴。

7、感谢大家的耐心阅读,希望对南通想学CNC编程的同学们有所帮助!如果您对CNC编程学习有浓厚的兴趣,欢迎来和我交流。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:162
阅读量:100
阅读量:113
阅读量:67
阅读量:99