HL线切割割变锥
1、逆时针方向切割时取正角度工件上小下大(正锥);取负角度则工件上大下小(倒锥)。顺时针方向切割时情况刚好相反(角度是以单边的)。本系统可作变锥切割
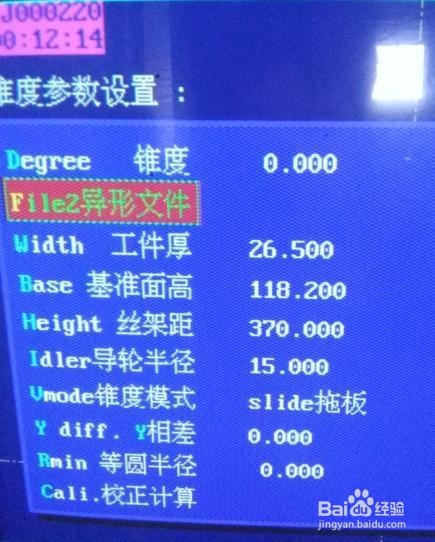
小头在上面大头在下面。锥度输入1.5度,异性文件不用管,工件厚也可以不管,基准面是下导轮中间到工件面,丝架距是上下导轮中间的距离
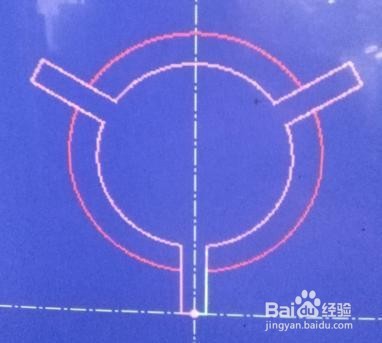
2、红色为程序尺寸,粉红色是锥度。
下面是设置参数,要求尺寸是上口φ10MM正锥上面小下面大。我用的材料是26.5MM,基准尺寸在上口,所以基准面是底下基准加上材料厚度。
3、
程序:
N 1: B 500 B 0 B 500 GX L1 ; 53.269 , -2518.113
N 2: B 0 B 2025 B 2025 GY L2 ; 53.269 , -2516.088
DEG=2.5
N 3: B 500 B 4975 B 7029 GY NR4 ; 57.328 , -2509.059
DEG=0
N 4: B 1753 B 1013 B 1753 GX L1 ; 59.081 , -2508.046
N 5: B 500 B 866 B 866 GY L2 ; 58.581 , -2507.180
N 6: B 1753 B 1013 B 1753 GX L3 ; 56.828 , -2508.193
DEG=2.5
N 7: B 4058 B 2920 B 4160 GY NR1 ; 48.711 , -2508.195
DEG=0
N 8: B 1754 B 1014 B 1754 GX L2 ; 46.957 , -2507.181
N 9: B 500 B 866 B 866 GY L3 ; 46.457 , -2508.047
N 10: B 1754 B 1012 B 1754 GX L4 ; 48.211 , -2509.059
DEG=2.5
N 11: B 4558 B 2054 B 4942 GX NR2 ; 52.270 , -2516.087
DEG=0
N 12: B 1 B 2026 B 2026 GY L3 ; 52.269 , -2518.113
N 13: B 500 B 0 B 500 GX L1 ; 52.769 , -2518.113
N 14: DD
