恒温压排机中文说明书
1、输入键介绍:
3-1 Emergency
当机器在运行状态,发现工件有放置不妥或有不安全隐患时,可通过此键停止机器的运作返回当前状态
3-2 Vacuum
在生产运行菜单且在启动已开的状态下按下此键左工作台前夹具产生真空吸气功能。
3-3 Start
在生产运行菜单且在启动已开的状态下已按下Vacuum键的时候再同时按下左右Start键机器开始自动运行。
3-4 POWER ON/OFF
机器电源总开关。
3-5 TEMP ON/OFF
压头温度控制开关,从左到右分别控制两个压头加热的通断功能。
3-6 LAMP
LED冷光灯开关。
3-7 PRESSURE
压头压力大小调节阀及显示表。
3-8 TEMP
压头温度控制器。

2、操作软件介绍:
开机画面:
点击“请进入系统Enter》》》”进入主菜单页面。
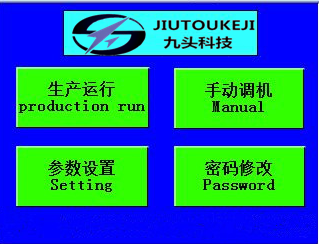
3、主菜单显示:
进入主页画面共有四个菜单供用户选择使用。
1) 生产运行production run
2) 手动调机Manual
3) 参数设置Setting
4) 密码修改Password
各分菜单的显示及操作:
1)生产运行菜单:当产品定位完成,时间,压力,温度设置好,镜头调整好后进入此菜单操作,注意,运行前一定要把《启动已关》点击变成《启动已开》才可运行。

4、各按钮作用:
启动已关/开 当要生产运行时,一定要把此按钮变成“启动已开”才能生产运行。
平台(进出/固定)模式(开启/关闭) 此按钮可选择平台是进出压接运行模式还是固定在里面平台不动压接运行模式。
镜头(上/下)对位 此按钮为(上/下)镜头对位切换按钮。
生产数量 目前机器已生产产品数量。
压接时长 当压接运行时,显示压接时间的进度。
真空归零 当要关闭工作台真空时,可以按复位解决。
数量清零 累计生产数量清零处理,重新计数。
退 出 按此键可直接返回到主菜单。

5、手动调机菜单:在生产运行前压接不同型号产品需要重新定位时需进入此菜单操作。
各按钮作用:
退 出 按此键可直接返回主页菜单。
平台(进/出) 按此键,在压头上的情况下工作平台可进出动作。
硅胶卷带(停/开) 硅胶皮走带走动按键。
真空(关/开) 夹具LCD平台和FPC平台真空吸气按键。
压头(上/下) 主压头气缸上下动作按键。
I/O显示 压头,真空,平台,启动,急停按钮的输入输出监控。

6、参数设置菜单:

7、如在密码修改菜单有设置密码,进入参数设置时需要正确输入所设密码后才可进入菜单,本机初始密码为0,当密码为0时,不需要输入密码即可直接按《确定》按钮进入菜单。

8、各按钮作用:参数设置时,点击要修改的位置,会自动弹出一个数字小键盘,然后从键盘上输入你想要的数字按回车键后即可。
压接时长 设置压头压接产品的时间。
卷带长度 设置硅胶皮需要走的长度。
卷带频率 设置硅胶皮走带要走的频率,即压多少次后走一次走带。
温差报警功能(开启/关闭) 压头温度偏差报警开关,当报警功能开启,有温度偏差会有报警提示不能生产运行,当选择关闭时,就不会有提醒功能。
镜头上/下对位 上或下镜头对位选择使用。
确 定 各参数设置完成,按确定退出画面,回到主页。
密码修改菜单:

9、改密码前要输入以前所设置的密码才可进入修改菜单,初始密码为0,当为0时,可不用输入直接按确定即可进入。
各按钮作用:
请输入新密码 xxxx 输入新的四位数密码。
请再次输入新密码 xxxx 重新输入新密码以确认。
确认 按此键系统将记入新密码。
退出 按此键返回上一级菜单。

10、密码修改成功后会弹出此菜单,菜单上会显示已修改后的密码,请牢记。

11、故障提示界面:
1、当急停被按下时,会弹出第一行字报警提示。
2、当温度没升到所设置的温度就运行操作及在运行操作过程中出现温度偏差时会弹出第二和第四行字报警提 示。
3、当硅胶皮走带在生产运行时一直在转动时,是因为走带后面的计数轮没计数所致,可能原因是硅胶皮拉紧度 太松,计数轮不能转动打滑或硅胶皮已用完就会弹出第三行字报警提示。

12、当气源总气压不够或背压不够时,会导致气缸上升不到位使气缸上磁性传感器感应不到导致感应灯不亮时或 上磁性传感器坏时会弹出第一行字报警提示报警。
2、当气源总气压不够或背压力不够时,会导致气缸下压不到位使气缸下磁性传感器感应不到导致感应灯不亮时 或下磁性传感器坏时会弹出第二行字报警提示报警。
3、当气源总气压不够或平台进遇到障碍物时,会导致平台气缸进不到位使气缸进磁性传感器感应不到导致感应 灯不亮时或平台进磁性传感器坏时会弹出第三行字报警提示。
3、日常维护方法:
使用经过干燥机过滤后的干燥气源,经常检查过滤器是否有渍水,如有应清理干再用。否则会对机器电磁阀的寿命产生一定的影响。
每天上班前必须检查压头螺丝有无上紧,如有出现松脱现象应上紧后再投入使用。定期检查工作台夹具的螺丝有无上紧,如有出现松脱现象应上紧后再投入使用,避免对产品造成不良影响。建议每周一次。
机器在运作中要保持有5bar的稳定气源。否则机器会出现压头或工作台不到位现象。
客户可以根据本身机器的使用程度,定期给压头的上下定位轴、工作台的丝杆、轴承及导轨加润滑油。建议每月一次。
每天上班前必须检查压头压接产品时的平整度,以保证产品的合格率。

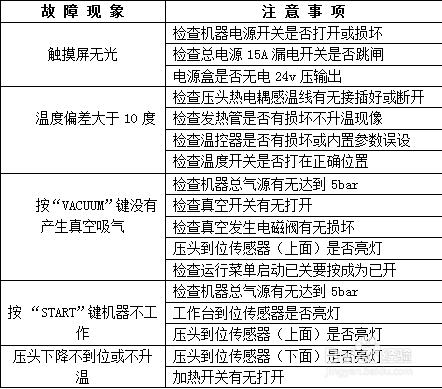
13、恒温压排机常见问题处理方法: