等离子的调高控制器 设置(3)
1、该篇来介绍下目前很少的command thc 调高。
Command THC 是一种自动割炬高度控制系统,用于调节等离子割炬和工作面之间的距离,
以改善切割品质。通过密码保护参数启用 Command THC 设置后,可以在等离子设置屏幕
上设置 Command THC 操作参数。
有关 Command THC 用法的详细信息,请参见 Command THC 系统随机提供的使用说明。
2、其他软键:
见附图1
软键及其说明
消除错误
“清除错误”软键允许用户在 Command THC 控制框中清除错误。按此软键后,CNC 会显示一条错误描述消息。
测试周期开/关
按“测试周期开/关”软键可在测试模式下操作 Command THC。在测试模式下,Command THC 可以在不点燃割炬的前提下完成测试周期。
测试升降体
按“测试升降体”软键,发出指令使割炬升降体降低至板料,感测板料并回退到穿孔高度。
时序图
按“时序图”软键查看设置的时序图:
见附图2

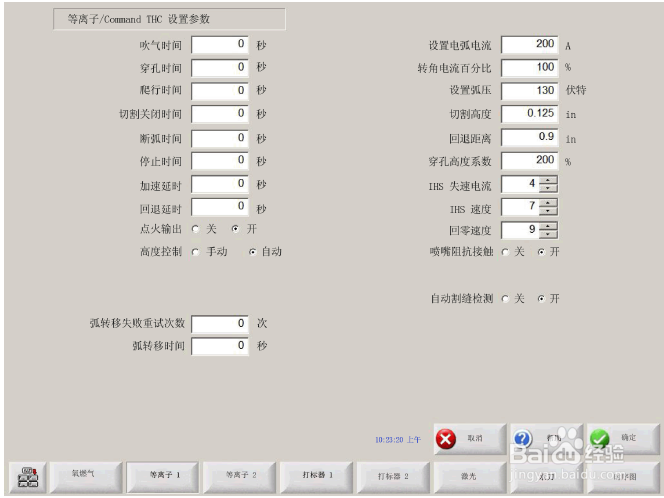
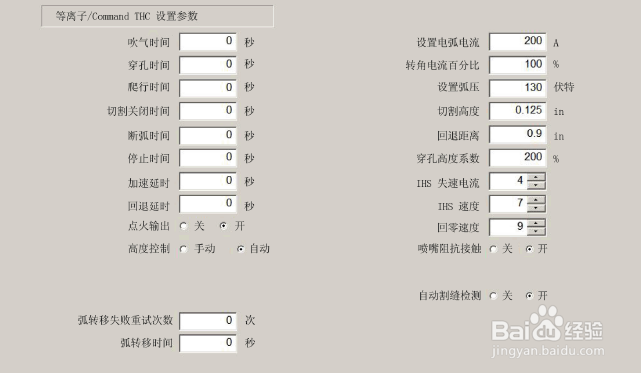
3、参数及其说明
吹气时间
设置弧反馈关闭条件下,从割炬点火到运动开始这段过程的时间。
如果“用弧反馈”设为“开”,吹气时间值应为 0(零)。
穿孔时间
指定从割炬下降完成到机器以爬行速度开始移动之间的延时。用以让等离子割炬在移动前完全穿透材料。
爬行时间
爬行时间 指定穿孔之后割炬以爬行速度行进的时间。“爬行速度”取决于“速度设置”屏幕中的设置参数,以编程切割速度的百分比表示。爬行时间结束后,CNC 将加速至正常切割速度。
断弧时间
指定切割信号丢失时的延迟等待时间。此延时设置可最大程度地避免割炬在复杂排样布局中沿先前切割路径行进时走弯路。
停止时间
指定切割完成后运动暂停时间。此暂停设置可充分升举割炬并在继续切割下一线段之前清除任何切割异常。
加速延时
延时激活“自动电压控制”,以使切割床达到稳定的切割速度。此参数值应尽可能低,避免割炬在开始切割时下潜过深。
回退延时
指定从切割信号结束到割炬回退的时间。
点火
启用点火输出,点燃等离子割炬。如果等离子系统需要独立的点火信号,请选择“开”。如果等离子系统不需要独立的点火信号,请将此参数设为“关”。
电压控制
允许操作工选择手动或自动模式操作 Command THC。使用手动模式将会禁用割炬高度控制,同时允许割炬按指定切割高度和电压切割。使用自动模式,THC 可通过指令控制割炬的升降,以使弧压保持在设定范围内。
完全/部分回退
选择割炬完全或部分回退的距离。完全回退时,割炬回退到零点位置。部分回退时,割炬回退到设定的回退位置。
起弧失败再试
指定割炬点火失败时 CNC 重新尝试起弧的次数。
Transfer Time(弧转移时间)
指定尝试点燃割炬所消耗的时间。通过 CNC 收到的弧感测输入信号(用弧反馈)来判断点火成功与否。
设置电弧电流
设置等离子电源的起弧电流。此参数使用 CNC 的“设置电流 BCD”输出激活等离子电源的 BCD 输入,支持 EIA RS-274D 零件程序代码G59 V 值和 F 值设置电流。
转角电流百分比
此功能允许用户降低电流设置值,改善转角的切割品质。该值以“设置电流”(上一参数)的百分比表示,且仅当启用“割炬高度禁用输出”时有效。
设置弧压
选择待切割材料所需的弧压。
切割高度
设置距离板料的切割距离,设置激活弧压控制前的初始切割高度。
回退距离
选择部分回退模式下的 THC 回退距离。
穿孔高度因子
此因子与切割高度值的乘积即为穿孔高度设置值。
IHS 失速电流
设置升降体下降力,检测 IHS 期间割炬是否与板料接触。此参数是介于 1 和 10 之间的相对因数。 在喷嘴电阻感测关闭时,失速力限值始终有效。
IHS 速度
设置 IHS 期间升降体的下降速度。此参数是一个介于 1 和 10 之间的相对因数。
回零速度
设置回退或回零速度。此参数是一个介于 1 和 10 之间的相对因数。
喷嘴电阻接触
若要在 IHS 期间使用电阻接触感测功能检测板料,请将 CommandTHC 此项参数设置为“开”。
IHS 期间预流
选择“开”,可在 IHS 期间激活预流。
自动割缝检测
选择“开”,可降低割炬突然插入板料的可能性。启用此功能后,在穿过割缝路径时,THC 会检测到弧压骤变,并冻结 THC。
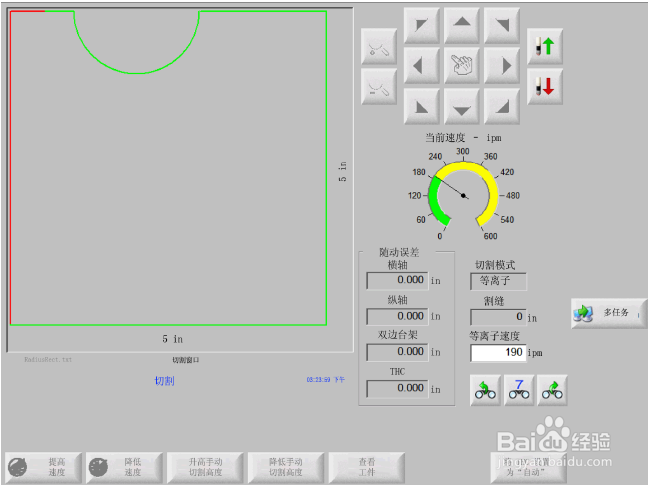
4、Command THC 主切割屏幕
用户可以采用自动或手动模式运行 Command THC。
自动 THC 模式
附图1
软键及其说明
增加/降低弧压
当 Command THC 以自动模式运行时,主切割屏幕上会显示“增加/降
低弧压”软键。使用这两个软键,可以增加/降低切割弧压。
延长
穿孔期间按此软键,可延长穿孔计时器计时,直到使用“立即设置”
或“放弃”软键时才会终止延长。
立即设置
按“立即设置”软键结束穿孔并保存新的穿孔时间。立即设置”常与“延
长”软键配合使用,用于修改预置穿孔时间。
放弃
结束穿孔而不修改原来的穿孔时间。原来的穿孔时间将会留给余下
的穿孔。
手动 THC 模式
软键及其说明
升高/降低割炬
当 Command THC 以手动模式运行时,主切割屏幕上会显示这两个软键。使用这两个软键,可以升高或降低切割用的割炬。
延长
穿孔期间按此软键,可延长穿孔计时器计时。要停止计时器,请按“立即设置”或“放弃”软键。
立即设置
按“立即设置”软键结束穿孔并保存新的穿孔时间。立即设置”常与“延长”软键配合使用,用于修改预置穿孔时间。
放弃
按“放弃”软键结束穿孔,并保留原来的穿孔时间。

5、机用接口
在控制器信息屏幕中会显示当前 Command THC 接口和实时版本级别(如果启用此功能的话)。
警告!在连接 Command THC 前,需要配置 RS-422 操作端口。对于 P 型CNC,必须先在机器设置屏幕中启用 Command THC 连接,对于 V 型CNC,则必须在站点配置屏幕中启用该连接。有关配置 RS-422 通信串口的详细信息,请参见“安装和设置手册”中的串行端口介绍。