数控车自学系列(车小台轴)
1、(1)由于是长料棒,最后用割刀一段一段割下来的,所以把4号用割刀,放在最后。2号端面刀45度,3号外圆刀90度,1号工作长度定位刀,当然你随便用块料把上在刀架上,离开卡盘60+3+2+5=70就足够了。
2、(2)定位刀定位在离卡盘70毫米,设置坐标(x0,z0),大约就行,把料棒一触就可以了,

3、(3)上好工件后,其余三把刀全部对刀后,开始编写程序。
G99;
m08;
m03 s650;
t0101;
g00z100,x100; (退出定位刀)
t0202;
g00 x32 z2;
g01 z0 f0.3;
x0 f0.2; (车削端面)
w1 f0.3;
g00 z200;

1、(4) T0303;
G00 x32 z1; (定位到右侧)
g01 x28 f0.3;(防止撞刀)
z-50 f0.15;
u1 w1 f0.3
g00 z1;
x26;
g01 z-50 f0.15;
u1 w1 f0.3;
g00 z1;
x21;(留下一毫米)
g01 z-50 f0.15;
u1 w1 f0.3;
g00 z1;
x 16;
g01 z-25 f0.15;
u1 w1 f0.3;
g00 z1;
x 13;(倒角1毫米)
g01 z0 f0.3;
x15 z-1 f0.1;
z-25;
x 18;
x20 w-1;
z-50;
x27;
x30 w-1.5;(倒角1.5毫米)
u1 f0.5;
g00 z1
z200;
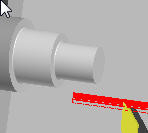
图片上没有倒角,略具形状。
2、(5)t0404 s280;
g00 x32;
z-63;
g01 x30 f0.2;
x0 f0.04;
g00 x40;
z200
切断工件。
3、(6)m09;
m05;(停止冷却和主轴)
t0101;
g00 x0 z0;
m30;(返回程序头)
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:153
阅读量:124
阅读量:170
阅读量:78
阅读量:143