数控车床编程代码G01使用详解和倒角运用方法?
1、G01是直线插补指令。可在“Z”轴在与“X”轴建立的平面上以“F”作为指定速度任意制定位置移动。也就相当于我们普车的挂走刀(大拖板吃刀或中拖板吃刀),只不过数控还多了一项功能,就是可同时移动“Z”轴和"X轴从而可产生任意夹角吃刀。也就是我们常说的车“锥度”。
2、G01单独“Z”向吃刀,形式为水平吃刀。
举例如图吃外圆编程为;G01 Z-20 F50.如图。

3、G01单独"X"向吃刀,形式为垂直吃刀。
举例如图吃端面编程为;G01 X0 F50.如图。

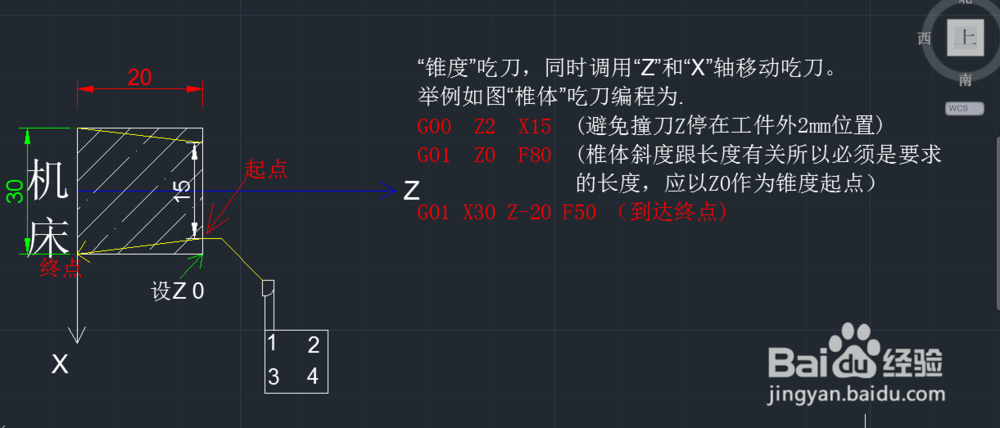
4、“锥度”吃刀,同时调用“Z”和“X”轴移动吃刀。有一点要记住在G01车削的情况下而且“Z”和"X"轴同时移动时,不管谁的行程长,系统都会精确计算让它们同时到达指定地点,从而在起点位置和终点位置形成一条直线(产生一定角度的锥度线),
举例如图“椎体”吃刀编程为;G01 X30 Z-20 F50.如图。

1、由于车床是车圆工件的,也就是说车床中拖板的'X"轴在加工过程中实际位移长度永远是实际测量的1/2(这就是直径编程的特点)。
例如,
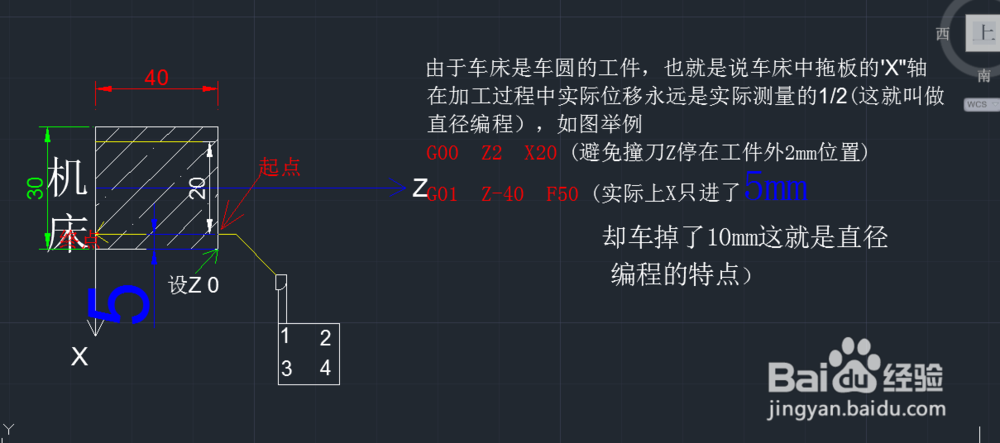
2、既然上图以讲直径编程的特点,接下来就是倒角了,一般我们在加工过程中大多都需要倒角45°度,
那就举例倒角45°解析一下。


声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:142
阅读量:73
阅读量:41
阅读量:190
阅读量:87